


In Australia, material handling and site preparation are essential parts of construction, mining support, agriculture, and land development. Many operations deal with mixed material such as soil, rock, gravel, and debris that must be separated before further use. For warehouse managers, equipment operators, logistics professionals, and industrial procurement teams, efficient separation directly affects transport costs, equipment wear, and project timelines. A heavy-duty grizzly rock screen provides a simple and reliable way to separate large material from finer aggregates in demanding work environments.
A product such as the Heavy-Duty Grizzly Rock Screen represents this equipment category. With a large screening area and strong steel construction, it allows operators to sort material quickly using gravity and mechanical loading methods. In Australian conditions, where remote operations and high transport costs are common, this type of equipment supports more efficient use of available resources.
Why This Equipment Matters in Australia
Australian projects often take place in remote or semi-remote locations where transporting raw material can be costly. Separating usable soil from rock on-site reduces the volume of material that must be moved or processed elsewhere. This is especially important in road construction, land clearing, and agricultural preparation, where efficient use of material improves both cost control and operational speed.
Common Methods and Use Cases
Material Separation for Reuse
One common use is separating soil from larger rocks. This allows finer material to be reused for backfilling, grading, or landscaping, while larger debris can be removed or processed separately.
Site Preparation and Clearing
Grizzly screens are also used during site clearing. Excavators or loaders can place mixed material onto the screen, allowing smaller particles to pass through while larger rocks remain on top for removal.
Why Efficiency, Safety, and Productivity Matter
Without proper screening, operations may spend more time handling material than necessary. Sorting by hand or using unsuitable equipment increases labour demands and slows workflow. A grizzly rock screen improves productivity by separating material in fewer steps and reducing repeated handling.
- Faster separation of mixed material
- Reduced equipment wear from oversized debris
- Lower manual handling requirements
- Improved consistency in material quality
Technical Basics and Capability Considerations
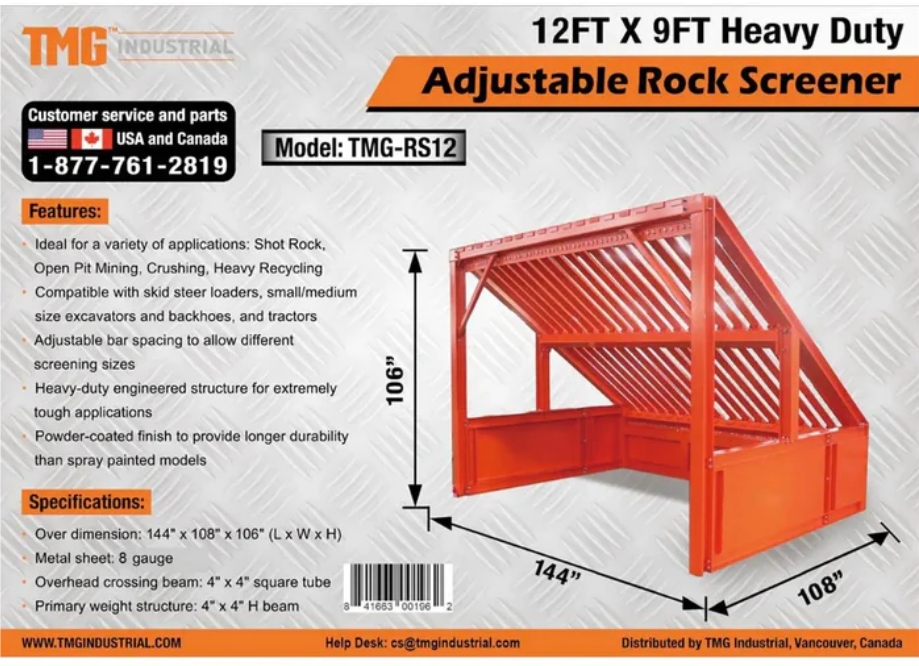
Buyers should review screen size, bar spacing, frame strength, load capacity, and compatibility with existing machinery. In this equipment class, a large 12 foot by 9 foot screening area allows higher throughput, while heavy-duty steel construction supports repeated loading from excavators and loaders. Bar spacing determines the size of material that passes through, making it an important factor in matching the screen to the intended application.
Factors That Affect Performance and Effectiveness
Performance depends on material type, moisture content, loading method, and screen angle, particularly when using TMG Industrial equipment. Wet or clay-heavy material may clog the bars, while uneven loading can reduce separation efficiency. Operator technique and consistent feeding also play a role in achieving reliable results.
Safety Considerations and Best Practices
- Place the screen on stable and level ground
- Use appropriate machinery to load material safely
- Keep workers clear of the loading and discharge areas
- Inspect structural components and welds regularly
- Avoid overloading beyond the designed capacity
Safe operation also includes maintaining clear communication between equipment operators and ground staff to prevent accidents during loading.
Equipment, Accessories, Advantages, and Limits
Common related equipment includes excavators, skid steers, loaders, transport trucks, and material handling tools. The main advantages are simple operation, high durability, and effective separation without complex systems. The main limitations are that performance depends on material conditions and that very fine separation may require additional processing equipment.
A realistic example is an Australian construction site separating excavated soil from rock before grading. By using a grizzly screen, the team can reuse finer material on-site while reducing the need to transport mixed loads, improving both efficiency and cost control.
Conclusion
A heavy-duty grizzly rock screen remains a practical solution for Australian operations that require efficient material separation and improved site workflow. Its value lies in reducing handling time, improving material quality, and supporting safer operations. Looking ahead, demand is likely to continue as projects focus on resource efficiency, cost reduction, and effective use of on-site materials.